塗料途中でアルペースト®に起因する問題
リーフィング性
リーフィングとは
リーフィングとはビヒクル中の溶剤の蒸発に伴う対流によりアルミフレークが塗膜表面に浮かぶ現象です。ビヒクルに関しては、比重が相対的に大きく、溶剤の揮発速度が速いものほど浮上しやすい傾向があります。アルミニウムフレークに関しては比表面積が大きく微細な粒子ほど浮上しやすく、比表面積が小さく粗大な粒子ほど浮上し難い傾向があります。

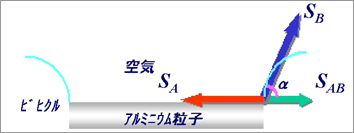
今アルミニウムの1つのフレークを溶剤に落とした時、図示のように平衡状態であるとすれば、
SA=SAB+SB COSαで表される。(SBは同じ溶剤では一定)
SA>SAB+SB なる時は α=0
SA<SAB+SB なる時は α=0〜180°
アルミニウムフレークは1分子厚さのステアリン酸吸着層が形成され、
SA<SAB+SB となり接触角αが出来る。
リーフィング性安定のために
【リーフィングに必要なビヒクルの表面張力】
リーフィング アルペースト®はステアリン酸がアルミニウム表面に吸着し稠密な単分子膜 (表面張力 22〜25dyne/cm)を形成し、その皮膜の自己疎液現象によってビヒクルとの間に接触角が生じ、ビヒクルの表面張力によってリーフィング性が付与されるものです。従ってビヒクルの表面張力は、27dyne/cm 以上が必要と言われています。
ビヒクルの成分及び工程・貯蔵中にはリーフィングを阻害する要因があります。
リーフィング性の安定という観点からはアルミニウムフレーク表面に吸着しているステアリン酸皮膜を保護する必要があります。
【リーフィング性に悪影響を及ぼす要因】
- ●強力な攪拌等による機械的な力:吸着膜の破壊。
- ●水・酸及びアルカリ等による反応:同上。
- ●有機酸等による反応(例:C6以下):吸着ステアリン酸の脱落。
- ●特別な活性剤・金属塩等との接触:自己疎液性の低下。
- ●空気包含。
- ●高温貯蔵。
【リーフィング性を高めるためには】
- ●ビヒクルの酸価は出来るだけ低く。
- ●溶媒としては芳香族炭化水素を用いる。
- ●高分子量のものは出来るだけ避ける。
- ●乾燥剤としてはコバルト系を用いる。
- ●ビヒクルの粘度は低くする。
サーキュレーション性
サーキュレーション性とは
アルミフレークを含んだメタリック塗料を特に自動車塗装ライン等で循環使用又は循環しながら貯蔵する場合、使用されるポンプ種、循環期間によっては塗料中のアルミフレークに過度のシェアーがかかりアルミフレークが折れ曲がり更にちぎれることによって、その後塗装されたメタリック塗膜中でのアルミフレークの平行配列に乱れが生じ、輝度光沢が減少する事があります。
このサーキュレーションによる変色の度合を「アルペーストのサーキュレーション性」と言います。
防止対策
塗装ライン側からは上述のシェアーの低減がありますが、使用されるアルペースト®の種類によってもサーキュレーション性が異なり、特にシェアー強度が高い場合には従来のアルぺースト®に比べ、アルミフレークの厚みが厚い「耐サーキュレーション性アルペースト」TCR®シリーズの使用をお勧めします。
ペーストの沈降性
ペーストの沈降性について
アルミニウムは塗料構成成分中で比重が高い成分のひとつです。特に比較的粗い品種ではアルミニウムフレークが塗料中で沈降することが有ります。
防止対策
沈降したアルミ顔料も再分散しやすいような工夫は施されていますが、塗装中もしくは印刷中に沈降が問題になる場合は以下のような手法があります。
- ●塗料中で沈降を抑制する。
沈降防止用添加剤を活用し沈降を抑制する。
ex.BYK-410(ビックケミー)、ディスパロン(楠本化成)、CAB-381-0.1(イーストマン) - ●使用方法を工夫する
塗料(インキ)塗布時に循環し沈降を防止する。
ペーストの相溶性
ペーストの相溶性とは
アルペースト®のベース溶剤は一般的にはミネラルスピリットが使用されています。ミネラルスピリットの主成分は炭化水素系溶剤です。したがって、配合によっては樹脂が分離する事が有ります。
防止対策
- ●適正溶剤での前分散
例)ペーストと同量の極性溶媒で前分散するとアクリル樹脂とはほぼ完全に相溶します。 - ●ペーストへの溶剤添加(ミネラルスピリットと他溶剤の混合溶剤ベース)
例)トルエン・キシレン・IPA・グリコール系溶剤などとの混合ベースがあります。 - ●ペーストの溶剤置換
例)トルエン・inkoil・グリコール系溶剤などとの置換が可能です。 - ●活性剤の添加
ノニオン系活性剤の添加が可能です。
水性塗料によるガス発生
水性塗料によるガス発生とは
アルミニウムはよく知られているように両性金属であり、各pH領域において水との反応により下記の反応式のように水素ガスを発生します。
酸性領域: 2Al + 6H+ → 2Al3+ + 3H2
アルカリ領域: 2Al + 2OH- → 2AlO2- + H2
アルミニウムペーストのフレーク表面は粉砕助剤として使用されたオレイン酸もしくはステアリン酸がアルミ表面酸化被膜の-OH及び-Oに吸着されていると考えられます。しかし、脂肪酸被膜は水の存在下では脱離し、また表面酸化被膜は非常に薄いため水との反応を抑止することはできません。
防止対策
アルミフレークの表面に処理を施し、耐水性を付与する。代表的な処理方法として以下の3つの方法があります。
アルミフレーク表面への処理効果については、分散するバインダーの組成や使用されるpH領域によりその安定性は大きく左右されます。
- ●無機化合物による処理(WJ、WX処理など)
- ●有機化合物による処理(WE、WB処理など)
- ●塗料による処理
ブツ、凝集(分散不良、突き出し)
ブツ、凝集(分散不良、突き出し)とは
ブツ、突き出しとは、メタリック塗料、インキ中のアルミフレークが塗装乾燥後の塗膜表面から部分的に頭を出して平滑なメタリック塗面が得られない現象を言います。
一般的な原因としては次のようなケースが考えられます。
- ●アルミフレーク自体が塗膜の厚みに対して大きいケース。
- ●何らかの要因(アルペースト®自体あるいは塗料インキ分散時)により塗料インキ中でアルミフレークが充分分散されず(分散不良)凝集(物)となっているケース。
防止対策
アルペースト®の粒度は適当か。
例えば弊社では自動車用(塗膜厚:約15μm)アルペースト®としては従来から400メッシュ(目開き:37μm)のスクリーンでカットされております。
分散不良凝集の場合は、「アルペースト®をよりよくお使い頂くために」の「分散不良について」の項をご参照ください。
静電特性付与
静電特性付与とは
アルミニウム顔料を含むメタリック塗料に静電塗装の際に高電圧を印加した場合、アルミニウム顔料を被覆している酸化皮膜や脂肪酸が高電圧の印加により絶縁破壊を起こし、アルミニウム顔料が塗料中にあたかも導体のように連結し電流がアース側に逃げてしまう場合があります。そうすると、静電塗装の際に電圧を印加出来なくなる現象が生じます。
防止対策
次のような処理品が効果的です。
- ●樹脂被覆アルペースト(品種:FX、FZタイプ):特殊高分子による被覆処理品
